Contexte
Le contreplaqué est constitué de trois ou plusieurs fines couches de bois liées entre elles par un adhésif. Chaque couche de bois, ou pli, est généralement orientée de manière à ce que son grain soit perpendiculaire à celui de la couche adjacente, afin de réduire le retrait et d’améliorer la résistance de la pièce finie. La plupart des contreplaqués sont pressés en grandes feuilles plates utilisées dans la construction de bâtiments. D’autres pièces de contreplaqué peuvent être formées en courbes simples ou composées pour être utilisées dans les meubles, les bateaux et les avions.
L’utilisation de fines couches de bois comme moyen de construction remonte à environ 1500 avant Jésus-Christ, lorsque des artisans égyptiens ont collé de fines pièces de bois d’ébène foncé à l’extérieur d’un cercueil en cèdre trouvé dans la tombe du roi Tut-Ankh-Amon. Cette technique a ensuite été utilisée par les Grecs et les Romains pour produire des meubles de qualité et d’autres objets décoratifs. Dans les années 1600, l’art de décorer les meubles avec de fines pièces de bois est devenu connu sous le nom de placage, et les pièces elles-mêmes sont devenues des placages.
Jusqu’à la fin des années 1700, les pièces de placage étaient coupées entièrement à la main. En 1797, l’Anglais Sir Samuel Bentham a déposé des brevets couvrant plusieurs machines pour produire des placages. Dans ses demandes de brevet, il a décrit le concept de stratification de plusieurs couches de placage avec de la colle pour former une pièce plus épaisse – la première description de ce que nous appelons aujourd’hui le contreplaqué.
Malgré ce développement, il a fallu attendre près de cent ans de plus pour que les placages stratifiés trouvent des utilisations commerciales en dehors de l’industrie du meuble. Vers 1890, les bois stratifiés ont été utilisés pour la première fois pour construire des portes. La demande augmentant, plusieurs entreprises ont commencé à produire des feuilles de bois stratifié à plusieurs couches, non seulement pour les portes, mais aussi pour les wagons, les bus et les avions. Malgré cette utilisation accrue, le concept d’utiliser des « bois collés », comme certains artisans les appelaient de manière sarcastique, a généré une image négative du produit. Pour contrer cette image, les fabricants de bois stratifié se sont réunis et ont finalement opté pour le terme « contreplaqué » pour décrire le nouveau matériau.
En 1928, les premières feuilles de contreplaqué de taille standard de 4 pi sur 8 pi (1,2 m sur 2,4 m) ont été introduites aux États-Unis pour être utilisées comme matériau de construction général. Au cours des décennies suivantes, l’amélioration des adhésifs et les nouvelles méthodes de production ont permis d’utiliser le contreplaqué pour une grande variété d’applications. Aujourd’hui, le contreplaqué a remplacé le bois de construction coupé pour de nombreux usages de construction, et la fabrication de contreplaqué est devenue une industrie mondiale de plusieurs milliards de dollars.
Matières premières
Les couches extérieures du contreplaqué sont connues respectivement comme la face et le dos. La face est la surface qui doit être utilisée ou vue, tandis que le dos reste inutilisé ou caché. La couche centrale est appelée l’âme. Dans les contreplaqués à cinq plis ou plus, les couches intermédiaires sont connues sous le nom de bandes transversales.
Le contreplaqué peut être fabriqué à partir de bois dur, de bois tendre ou d’une combinaison des deux. Parmi les bois durs courants, on trouve le frêne, l’érable, l’acajou, le chêne et le teck. Le bois tendre le plus couramment utilisé pour fabriquer du contreplaqué aux États-Unis est le sapin de Douglas, bien que plusieurs variétés de pin, de cèdre, d’épicéa et de séquoia soient également utilisées.
Le contreplaqué composite a une âme faite de panneaux de particules ou de pièces de bois massif jointes bord à bord. Il est fini avec une face et un dos de placage de contreplaqué. Le contreplaqué composite est utilisé lorsque des feuilles très épaisses sont nécessaires.
Le type d’adhésif utilisé pour coller les couches de bois ensemble dépend de l’application spécifique du contreplaqué fini. Les feuilles de contreplaqué de résineux conçues pour être installées à l’extérieur d’une structure utilisent généralement une résine phénol-formaldéhyde comme adhésif en raison de son excellente solidité et de sa résistance à l’humidité. Les feuilles de contreplaqué de bois résineux destinées à être installées à l’intérieur d’une structure peuvent utiliser un adhésif à base de protéines de sang ou de soja, bien que la plupart des feuilles de bois résineux destinées à l’intérieur soient maintenant fabriquées avec la même résine phénol-formaldéhyde que celle utilisée pour les feuilles extérieures. Le contreplaqué de bois dur utilisé pour les applications intérieures et dans la construction de meubles est généralement fabriqué avec une résine urée-formaldéhyde.
Certaines applications nécessitent des feuilles de contreplaqué qui ont une fine couche de plastique, de métal ou de papier ou de tissu imprégné de résine collée soit sur la face ou le dos (ou les deux) pour donner à la surface extérieure une résistance supplémentaire à l’humidité et à l’abrasion ou pour améliorer ses propriétés de tenue de la peinture. Un tel contreplaqué est appelé contreplaqué superposé et est couramment utilisé dans les industries de la construction, du transport et de l’agriculture.
D’autres feuilles de contreplaqué peuvent être revêtues d’une teinture liquide pour donner aux surfaces un aspect fini, ou peuvent être traitées avec divers produits chimiques pour améliorer la résistance du contreplaqué aux flammes ou à la pourriture.
Classification et gradation du contreplaqué
Il existe deux grandes classes de contreplaqué, chacune ayant son propre système de gradation.
Une classe est dite de construction et industrielle. Les contreplaqués de cette classe sont utilisés principalement pour leur résistance et sont classés en fonction de leur capacité d’exposition et de la qualité du placage utilisé sur la face et le dos. La capacité d’exposition peut être intérieure ou extérieure, selon le type de colle. Les qualités de placage peuvent être N, A, B, C ou D. La qualité N présente très peu de défauts de surface, tandis que la qualité D peut présenter de nombreux nœuds et fentes. Par exemple, le contreplaqué utilisé pour le sous-plancher d’une maison est classé « Intérieur C-D ». Cela signifie qu’il a une face C et un dos D, et que la colle convient à une utilisation dans des endroits protégés. Les plis intérieurs de tous les contreplaqués de construction et industriels sont constitués de placage de qualité C ou D, quelle que soit la cote.
L’autre classe de contreplaqué est dite feuillue et décorative. Les contreplaqués de cette classe sont utilisés principalement pour leur apparence et sont classés par ordre décroissant de résistance à l’humidité comme technique (extérieur), type I (extérieur), type II (intérieur) et type III (intérieur). Leurs placages de face sont pratiquement exempts de défauts.
Tailles
Les feuilles de contreplaqué ont une épaisseur allant de. 06 po (1,6 mm) à 3,0 po (76 mm). Les épaisseurs les plus courantes se situent entre 0,25 po (6,4 mm) et 0,75 po (19,0 mm). Bien que l’âme, les traverses, la face et le dos d’une feuille de contreplaqué puissent être constitués de placages d’épaisseurs différentes, l’épaisseur de chacun doit s’équilibrer autour du centre. Par exemple, la face et le dos doivent être d’épaisseur égale. De même, les traverses supérieure et inférieure doivent être égales.
La taille la plus courante des feuilles de contreplaqué utilisées dans la construction de bâtiments est de 4 pi (1,2 m) de large par 8 pi (2,4 m) de long. D’autres largeurs courantes sont de 3 pi (0,9 m) et 5 pi (1,5 m). Les longueurs varient de 2,4 à 3,6 mètres par incréments de 0,3 mètre. Les applications spéciales, comme la construction de bateaux, peuvent nécessiter des feuilles plus grandes.
Le processus de fabrication
Les arbres utilisés pour fabriquer du contreplaqué ont généralement un diamètre plus petit que ceux utilisés pour fabriquer du bois d’œuvre. Dans la plupart des cas, ils ont été plantés et ont poussé dans des zones appartenant à l’entreprise de contreplaqué. Ces zones sont soigneusement gérées pour maximiser la croissance des arbres et minimiser les dommages causés par les insectes ou le feu.
Voici une séquence typique d’opérations pour transformer les arbres en feuilles de contreplaqué standard de 4 pi sur 8 pi (1,2 m sur 2,4 m) :
Abattage des arbres
- 1 Des arbres sélectionnés dans une zone sont marqués comme étant prêts à être coupés, ou abattus. L’abattage peut se faire avec des scies à chaîne à essence ou avec de grandes cisailles hydrauliques montées à l’avant de véhicules à roues appelés abatteuses. Les branches sont retirées des arbres tombés à l’aide de scies à chaîne.
- 2 Les troncs d’arbres taillés, ou grumes, sont traînés vers une zone de chargement par des véhicules à roues appelés débardeurs. Les grumes sont coupées à la longueur voulue et sont chargées sur des camions pour le voyage jusqu’à l’usine de contreplaqué, où elles sont empilées en longues piles appelées plateaux à grumes.
Préparation des grumes
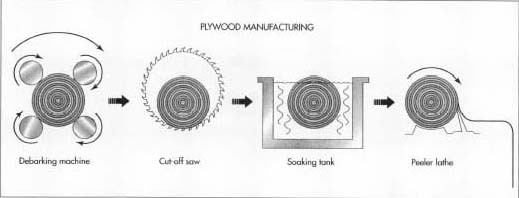
- 3 Au fur et à mesure que les grumes sont nécessaires, elles sont ramassées sur les ponts à grumes par des chargeurs à pneus et placées sur un convoyeur à chaîne qui les amène à la machine à écorcer. Cette machine enlève l’écorce, soit avec des meules à dents acérées, soit avec des jets d’eau à haute pression, tandis que la grume tourne lentement autour de son axe long.
- 4 Les grumes écorcées sont transportées dans l’usine sur un convoyeur à chaîne où une énorme scie circulaire les coupe en sections d’environ 8 pi-4 po (2,5 m) à 8 pi-6 po (2,6 m) de long, convenant à la fabrication de feuilles standard de 8 pi (2,4 m) de long. Ces sections de grumes sont connues sous le nom de blocs de pelage.
Fabrication du placage
- 5 Avant de pouvoir couper le placage, les blocs de déroulage doivent être chauffés et trempés pour ramollir le bois. Les blocs peuvent être cuits à la vapeur ou immergés dans de l’eau chaude. Ce processus prend de 12 à 40 heures selon le type de bois, le diamètre du bloc et d’autres facteurs.
- 6 Les blocs d’épluchure chauffés sont ensuite transportés vers le tour d’épluchure, où ils sont automatiquement alignés et introduits dans le tour, un par un. Lorsque la dérouleuse fait tourner le bloc rapidement autour de son axe long, une lame de couteau pleine longueur déroule une feuille continue de placage de la surface du bloc en rotation à une vitesse de 90-240 m/min (300-800 ft/min). Lorsque le diamètre du bloc est réduit à environ 3-4 po (230-305 mm), la pièce de bois restante, appelée noyau de dérouleur, est éjectée du tour et un nouveau bloc de dérouleur est alimenté en place.
- 7 La longue feuille de placage sortant de / la dérouleuse peut être traitée immédiatement, ou bien elle peut être stockée dans de longs plateaux à plusieurs niveaux ou enroulée sur des rouleaux. Dans tous les cas, le processus suivant consiste à couper le placage en largeurs utilisables, généralement de 1,4 m (4 ft-6 in), pour fabriquer des feuilles de contreplaqué standard de 1,2 m (4 ft) de large. En même temps, des scanners optiques recherchent les sections présentant des défauts inacceptables, et celles-ci sont rognées, laissant des morceaux de placage de largeur inférieure à la norme.
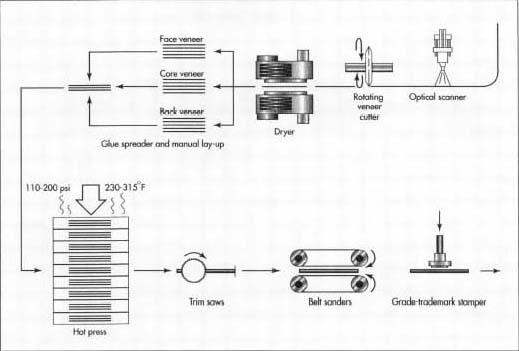 Les bandes humides de placage sont enroulées en rouleau, tandis qu’un scanner optique détecte les défauts inacceptables du bois. Une fois séché, le placage est classé et empilé. Des sections sélectionnées de placage sont collées ensemble. Une presse à chaud est utilisée pour sceller le placage en une seule pièce solide de contreplaqué, qui sera rognée et poncée avant d’être estampillée avec sa catégorie appropriée.
Les bandes humides de placage sont enroulées en rouleau, tandis qu’un scanner optique détecte les défauts inacceptables du bois. Une fois séché, le placage est classé et empilé. Des sections sélectionnées de placage sont collées ensemble. Une presse à chaud est utilisée pour sceller le placage en une seule pièce solide de contreplaqué, qui sera rognée et poncée avant d’être estampillée avec sa catégorie appropriée. - 8 Les sections de placage sont ensuite triées et empilées en fonction de leur qualité. Cette opération peut être effectuée manuellement ou automatiquement à l’aide de lecteurs optiques.
- 9 Les sections triées sont introduites dans un séchoir pour réduire leur teneur en humidité et leur permettre de se rétracter avant d’être collées ensemble. La plupart des usines de contreplaqué utilisent un séchoir mécanique dans lequel les pièces se déplacent en continu dans une chambre chauffée. Dans certains séchoirs, des jets d’air chauffé à grande vitesse sont soufflés sur la surface des pièces pour accélérer le processus de séchage.
- 10 Lorsque les sections de placage sortent du séchoir, elles sont empilées en fonction de leur qualité. Les sections de largeur inférieure ont du placage supplémentaire épissé avec du ruban adhésif ou de la colle afin de rendre les pièces aptes à être utilisées dans les couches intérieures où l’apparence et la résistance sont moins importantes.
- 11 Les sections de placage qui seront installées en travers – l’âme dans les feuilles à trois plis, ou les bandes transversales dans les feuilles à cinq plis – sont coupées en longueurs d’environ 4 pi-3 po (1,3 m).
Formation des feuilles de contreplaqué
- 12 Lorsque les sections appropriées de placage sont assemblées pour une série particulière de contreplaqué, le processus de mise en place et de collage des pièces commence. Cette opération peut être effectuée manuellement ou de manière semi-automatique avec des machines. Dans le cas le plus simple des feuilles à trois plis, le placage de dos est posé à plat et passe dans une encolleuse, qui applique une couche de colle sur la surface supérieure. Les courtes sections de placage central sont ensuite posées en croix sur le dos collé, et la feuille entière passe une seconde fois dans l’encolleuse. Enfin, le placage de face est posé sur le dessus de l’âme collée, et la feuille est empilée avec d’autres feuilles qui attendent d’entrer dans la presse.
- 13 Les feuilles collées sont chargées dans une presse à chaud à ouverture multiple. Les presses peuvent traiter 20 à 40 feuilles à la fois, chaque feuille étant chargée dans une fente séparée. Lorsque toutes les feuilles sont chargées, la presse les écrase ensemble sous une pression d’environ 7,6-13,8 bars (110-200 psi), tout en les chauffant à une température d’environ 109,9-157,2° C (230-315° F). La pression assure un bon contact entre les couches de placage, et la chaleur permet à la colle de durcir correctement pour une résistance maximale. Après une période de 2 à 7 minutes, la presse est ouverte et les feuilles sont déchargées.
- 14 Les feuilles brutes passent ensuite dans un ensemble de scies, qui les taillent à leur largeur et longueur finales. Les feuilles de qualité supérieure passent dans un ensemble de ponceuses à bande de 1,2 m de large, qui ponce la face et le dos. Les feuilles de qualité intermédiaire sont poncées manuellement par endroits pour nettoyer les zones rugueuses. Certaines feuilles passent dans un ensemble de lames de scie circulaire, qui découpent des rainures peu profondes dans la face pour donner au contreplaqué un aspect texturé. Après une inspection finale, les défauts restants sont réparés.
- 15 Les feuilles finies sont estampillées d’une marque de qualité qui donne à l’acheteur des informations sur l’indice d’exposition, la qualité, le numéro d’usine et d’autres facteurs. Les feuilles de même grade-marque déposée sont attachées ensemble en piles et déplacées vers l’entrepôt pour attendre l’expédition.
Contrôle de la qualité
Tout comme pour le bois d’œuvre, il n’existe pas de pièce de contreplaqué parfaite. Toutes les pièces de contreplaqué présentent un certain nombre de défauts. Le nombre et l’emplacement de ces défauts déterminent la catégorie de contreplaqué. Les normes pour les contreplaqués de construction et industriels sont définies par la norme PS1 préparée par le National Bureau of Standards et l’American Plywood Association. Les normes pour les contreplaqués de feuillus et décoratifs sont définies par la norme ANSIIHPMA HP préparée par l’American National Standards Institute et la Hardwood Plywood Manufacturers’ Association. Ces normes établissent non seulement les systèmes de classement des contreplaqués, mais spécifient également les critères de construction, de performance et d’application.
L’avenir
Même si le contreplaqué fait un usage assez efficace des arbres – essentiellement en les démontant et en les remontant dans une configuration plus solide et plus utilisable – il y a toujours un gaspillage considérable inhérent au processus de fabrication. Dans la plupart des cas, seuls 50 à 75 % du volume de bois utilisable d’un arbre sont convertis en contreplaqué. Pour améliorer ce chiffre, plusieurs nouveaux produits sont en cours de développement.
Un nouveau produit est appelé panneau à copeaux orientés, qui est fabriqué en déchiquetant la grume entière en copeaux, plutôt que de peler un placage de la grume et de jeter le noyau. Les lamelles sont mélangées à un adhésif et comprimées en couches, le grain étant orienté dans une direction. Ces couches comprimées sont ensuite orientées à angle droit les unes par rapport aux autres, comme le contreplaqué, et sont collées ensemble. Le panneau à copeaux orientés est aussi solide que le contreplaqué et coûte légèrement moins cher.
Où en savoir plus
Livres
Bramwell, Martyn, éditeur. Le livre international du bois. Simon et Schuster, 1976.
Duncan, S. Blackwell. Le manuel complet du contreplaqué. Tab Books, 1981.
Laboratoire des produits forestiers. Wood Handbook : Le bois comme matériau d’ingénierie. Département de l’agriculture des États-Unis, 1987.
Hornbostel, Caleb. Matériaux de construction, 2e édition. John Wiley and Sons, Inc, 1991.
Périodiques
Gould, A.R. « Contreplaqué de bois dur ». Workbench (octobre/novembre 1994) : 62-63.
Okrend, L. « Contreplaqué pour la construction ». Workbench (juin/juillet 1994) : 44-45.
Russell, L.S. « Picking Structural Panels ». Architectural Record (octobre 1992).
-Chris Cavette