Background
Il compensato è fatto di tre o più strati sottili di legno legati insieme con un adesivo. Ogni strato di legno, o strato, è solitamente orientato con le sue venature che corrono ad angolo retto rispetto allo strato adiacente, al fine di ridurre il ritiro e migliorare la resistenza del pezzo finito. La maggior parte del compensato viene pressato in grandi fogli piatti usati nella costruzione di edifici. Altri pezzi di compensato possono essere formati in curve semplici o composte per l’uso in mobili, barche e aerei.
L’uso di sottili strati di legno come mezzo di costruzione risale a circa il 1500 a.C. quando gli artigiani egiziani incollarono sottili pezzi di legno scuro di ebano all’esterno di uno scrigno di cedro trovato nella tomba del re Tut-Ankh-Amon. Questa tecnica fu poi usata dai greci e dai romani per produrre mobili pregiati e altri oggetti decorativi. Nel 1600, l’arte di decorare i mobili con sottili pezzi di legno divenne nota come impiallacciatura, e i pezzi stessi divennero noti come impiallacciature.
Fino alla fine del 1700, i pezzi di impiallacciatura venivano tagliati interamente a mano. Nel 1797, l’inglese Sir Samuel Bentham fece domanda di brevetto per diverse macchine per produrre impiallacciature. Nelle sue domande di brevetto, ha descritto il concetto di laminazione di diversi strati di impiallacciatura con colla per formare un pezzo più spesso – la prima descrizione di ciò che oggi chiamiamo compensato.
Nonostante questo sviluppo, ci vollero quasi altri cento anni prima che le impiallacciature laminate trovassero un uso commerciale al di fuori dell’industria del mobile. Nel 1890 circa, i legni laminati furono usati per la prima volta per costruire porte. Con la crescita della domanda, diverse aziende iniziarono a produrre fogli di legno laminato a più strati, non solo per le porte, ma anche per l’uso nei vagoni ferroviari, negli autobus e negli aerei. Nonostante questo aumento dell’uso, il concetto di usare “legni incollati”, come alcuni artigiani li chiamavano sarcasticamente, generò un’immagine negativa per il prodotto. Per contrastare questa immagine, i produttori di legno laminato si riunirono e alla fine si accordarono sul termine “compensato” per descrivere il nuovo materiale.
Nel 1928, i primi fogli di compensato di dimensioni standard di 4 piedi per 8 piedi (1,2 m per 2,4 m) furono introdotti negli Stati Uniti per essere utilizzati come materiale da costruzione generale. Nei decenni successivi, adesivi migliorati e nuovi metodi di produzione hanno permesso di utilizzare il compensato per un’ampia varietà di applicazioni. Oggi, il compensato ha sostituito il legname tagliato per molti scopi di costruzione, e la produzione di compensato è diventata un’industria mondiale multimiliardaria.
Materie prime
Gli strati esterni del compensato sono noti rispettivamente come faccia e retro. La faccia è la superficie che deve essere usata o vista, mentre il retro rimane inutilizzato o nascosto. Lo strato centrale è noto come anima. Nei compensati con cinque o più strati, gli strati intermedi sono noti come bande trasversali.
Il compensato può essere fatto da legni duri, legni dolci o una combinazione dei due. Alcuni comuni legni duri includono frassino, acero, mogano, quercia e tek. La conifera più comunemente usata per fare il compensato negli Stati Uniti è l’abete Douglas, anche se vengono usate anche diverse varietà di pino, cedro, abete rosso e sequoia.
Il compensato composito ha un’anima fatta di pezzi di truciolato o di legno massiccio uniti bordo a bordo. È rifinito con un’impiallacciatura di compensato sulla faccia e sul retro. Il compensato composito è usato dove sono necessari fogli molto spessi.
Il tipo di adesivo usato per legare insieme gli strati di legno dipende dall’applicazione specifica del compensato finito. I fogli di compensato di legno tenero progettati per l’installazione all’esterno di una struttura di solito usano una resina fenolo-formaldeide come adesivo a causa della sua eccellente forza e resistenza all’umidità. I fogli di compensato di legno tenero progettati per l’installazione all’interno di una struttura possono utilizzare un adesivo a base di proteine del sangue o di soia, anche se la maggior parte dei fogli di legno tenero per interni sono ora realizzati con la stessa resina fenolo-formaldeide utilizzata per i fogli esterni. Il compensato di legno duro usato per applicazioni interne e nella costruzione di mobili di solito è fatto con una resina urea-formaldeide.
Alcune applicazioni richiedono fogli di compensato che hanno un sottile strato di plastica, metallo, o carta o tessuto impregnato di resina incollato sulla faccia o sul retro (o su entrambi) per dare alla superficie esterna una resistenza aggiuntiva all’umidità e all’abrasione o per migliorare le sue proprietà di tenuta della vernice. Tale compensato è chiamato compensato sovrapposto ed è comunemente usato nell’industria delle costruzioni, dei trasporti e dell’agricoltura.
Altri fogli di compensato possono essere rivestiti con una macchia liquida per dare alle superfici un aspetto finito, o possono essere trattati con varie sostanze chimiche per migliorare la resistenza alla fiamma del compensato o la resistenza al decadimento.
Classificazione e classificazione del compensato
Ci sono due grandi classi di compensato, ciascuna con il proprio sistema di classificazione.
Una classe è conosciuta come costruzione e industriale. I compensati di questa classe sono usati principalmente per la loro forza e sono classificati in base alla loro capacità di esposizione e al grado di impiallacciatura usato sulla faccia e sul retro. La capacità di esposizione può essere interna o esterna, a seconda del tipo di colla. I gradi di impiallacciatura possono essere N, A, B, C o D. Il grado N ha pochissimi difetti superficiali, mentre il grado D può avere numerosi nodi e fessure. Per esempio, il compensato usato come sottopavimento in una casa è classificato “Interior C-D”. Questo significa che ha una faccia C con un retro D, e la colla è adatta all’uso in luoghi protetti. Gli strati interni di tutto il compensato da costruzione e industriale sono fatti di impiallacciatura di grado C o D, indipendentemente dalla classificazione.
L’altra classe di compensato è conosciuta come legno duro e decorativo. I compensati di questa classe sono usati principalmente per il loro aspetto e sono classificati in ordine decrescente di resistenza all’umidità come Tecnico (esterno), Tipo I (esterno), Tipo II (interno) e Tipo III (interno). Le loro faccette sono praticamente prive di difetti.
Dimensioni
I fogli di compensato variano in spessore da. 06 in (1.6 mm) a 3.0 in (76 mm). Gli spessori più comuni sono compresi tra 0,25″ (6,4 mm) e 0,75″ (19,0 mm). Anche se l’anima, le bande trasversali, la faccia e il retro di un foglio di compensato possono essere fatti di impiallacciature di spessore diverso, lo spessore di ciascuno deve essere bilanciato intorno al centro. Per esempio, la faccia e il retro devono avere lo stesso spessore. Allo stesso modo, le bande trasversali superiore e inferiore devono essere uguali.
La dimensione più comune per i fogli di compensato usati nella costruzione di edifici è 4 ft (1,2 m) di larghezza per 8 ft (2,4 m) di lunghezza. Altre larghezze comuni sono 3 ft (0,9 m) e 5 ft (1,5 m). Le lunghezze variano da 2,4 m (8 ft) a 3,6 m (12 ft) con incrementi di 0,3 m (1 ft). Applicazioni speciali come la costruzione di barche possono richiedere fogli più grandi.
Il processo di produzione
Gli alberi usati per fare il compensato sono generalmente di diametro inferiore a quelli usati per fare il legname. Nella maggior parte dei casi, sono stati piantati e coltivati in aree di proprietà dell’azienda di compensato. Queste aree sono accuratamente gestite per massimizzare la crescita degli alberi e minimizzare i danni da insetti o fuoco.
Ecco una tipica sequenza di operazioni per la trasformazione degli alberi in fogli di compensato standard di 4 piedi per 8 piedi (1,2 m per 2,4 m):
Abbattimento degli alberi
- 1 Gli alberi selezionati in una zona sono contrassegnati come pronti per essere abbattuti. L’abbattimento può essere fatto con motoseghe a benzina o con grandi cesoie idrauliche montate sulla parte anteriore di veicoli su ruote chiamati abbattitori. I rami vengono rimossi dagli alberi caduti con motoseghe.
- 2 I tronchi d’albero tagliati, o tronchi, sono trascinati in una zona di carico da veicoli a ruote chiamati skidders. I tronchi vengono tagliati a misura e caricati su camion per il viaggio verso la fabbrica di compensato, dove vengono impilati in lunghe pile note come log deck.
Preparazione dei tronchi
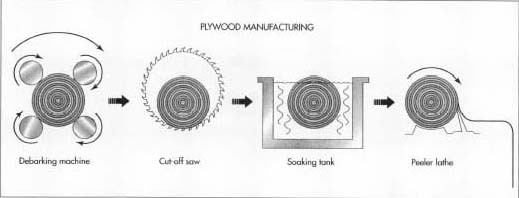
- 3 Quando i tronchi sono necessari, vengono prelevati dai ponti di tronchi da caricatori gommati e messi su un trasportatore a catena che li porta alla macchina scortecciatrice. Questa macchina rimuove la corteccia, sia con mole a denti affilati che con getti di acqua ad alta pressione, mentre il tronco viene lentamente ruotato intorno al suo asse lungo.
- 4 I tronchi scortecciati sono portati nel mulino su un trasportatore a catena dove un’enorme sega circolare li taglia in sezioni lunghe da 2,5 m (8 ft-4 in) a 2,6 m (8 ft-6 in), adatte per fare fogli standard lunghi 2,4 m (8 ft). Queste sezioni di tronco sono conosciute come blocchi pelatori.
Fare l’impiallacciatura
- 5 Prima che l’impiallacciatura possa essere tagliata, i blocchi di sfogliatura devono essere riscaldati e immersi per ammorbidire il legno. I blocchi possono essere cotti a vapore o immersi in acqua calda. Questo processo richiede 12-40 ore a seconda del tipo di legno, del diametro del blocco e di altri fattori.
- 6 I blocchi di pelatrice riscaldati sono poi trasportati al tornio di pelatrice, dove sono allineati automaticamente e inseriti nel tornio uno alla volta. Mentre il tornio ruota rapidamente il blocco intorno al suo asse lungo, una lama di coltello a tutta lunghezza stacca un foglio continuo di impiallacciatura dalla superficie del blocco di filatura ad una velocità di 300-800 piedi/min (90-240 m/min). Quando il diametro del blocco è ridotto a circa 3-4 in (230-305 mm), il pezzo di legno rimanente, noto come nucleo del pelatore, viene espulso dal tornio e un nuovo blocco del pelatore viene introdotto al suo posto.
- 7 Il lungo foglio di impiallacciatura che emerge dal / dal tornio pelatore può essere lavorato immediatamente, o può essere immagazzinato in lunghi vassoi a più livelli o avvolto su rulli. In ogni caso, il processo successivo comporta il taglio dell’impiallacciatura in larghezze utilizzabili, di solito circa 4 ft-6 in (1.4 m), per fare standard 4 ft (1.2 m) fogli di compensato di larghezza. Allo stesso tempo, gli scanner ottici cercano sezioni con difetti inaccettabili, e queste vengono tagliate, lasciando pezzi di impiallacciatura di larghezza inferiore a quella standard.
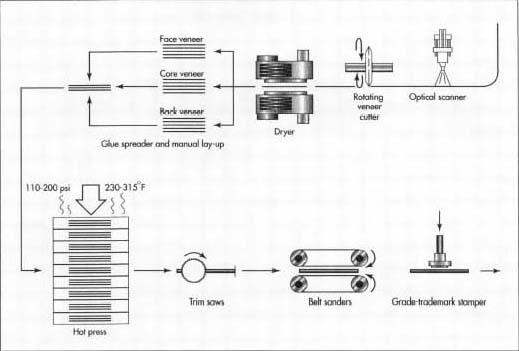 Le strisce di impiallacciatura bagnate vengono avvolte in un rotolo, mentre uno scanner ottico rileva eventuali difetti inaccettabili nel legno. Una volta asciugato, il piallaccio viene classificato e impilato. Le sezioni selezionate di impiallacciatura vengono incollate insieme. Una pressa a caldo è usata per sigillare l’impiallacciatura in un unico pezzo di compensato solido, che sarà tagliato e levigato prima di essere timbrato con il suo grado appropriato.
Le strisce di impiallacciatura bagnate vengono avvolte in un rotolo, mentre uno scanner ottico rileva eventuali difetti inaccettabili nel legno. Una volta asciugato, il piallaccio viene classificato e impilato. Le sezioni selezionate di impiallacciatura vengono incollate insieme. Una pressa a caldo è usata per sigillare l’impiallacciatura in un unico pezzo di compensato solido, che sarà tagliato e levigato prima di essere timbrato con il suo grado appropriato. - 8 Le sezioni di impiallacciatura vengono poi ordinate e impilate in base al grado. Questo può essere fatto manualmente, o può essere fatto automaticamente usando degli scanner ottici.
- 9 Le sezioni ordinate sono alimentate in un essiccatore per ridurre il loro contenuto di umidità e permettere loro di ritirarsi prima di essere incollate insieme. La maggior parte delle fabbriche di compensato usano un essiccatore meccanico in cui i pezzi si muovono continuamente attraverso una camera riscaldata. In alcuni essiccatori, getti di aria riscaldata ad alta velocità vengono soffiati sulla superficie dei pezzi per accelerare il processo di essiccazione.
- 10 Come le sezioni di impiallacciatura emergono dall’essiccatore, sono impilate secondo il grado. Le sezioni di larghezza inferiore hanno impiallacciature aggiuntive giuntate con nastro o colla per rendere i pezzi adatti all’uso negli strati interni dove l’aspetto e la resistenza sono meno importanti.
- 11 Quelle sezioni di impiallacciatura che saranno installate trasversalmente – il nucleo nei fogli a tre strati o le bande trasversali nei fogli a cinque strati – sono tagliate in lunghezze di circa 4 ft-3 in (1,3 m).
Formare i fogli di compensato
- 12 Quando le sezioni appropriate di impiallacciatura sono assemblate per una particolare esecuzione di compensato, inizia il processo di posa e di incollaggio dei pezzi insieme. Questo può essere fatto manualmente o semi-automaticamente con macchine. Nel caso più semplice di fogli a tre strati, l’impiallacciatura posteriore è posata in piano e viene fatta passare attraverso uno spalmacolla, che applica uno strato di colla alla superficie superiore. Le brevi sezioni di impiallacciatura dell’anima vengono poi posate trasversalmente sulla parte superiore del dorso incollato, e l’intero foglio viene fatto passare una seconda volta attraverso lo spalmatore di colla. Infine, l’impiallacciatura della faccia viene posata sopra il nucleo incollato, e il foglio viene impilato con altri fogli in attesa di andare nella pressa.
- 13 I fogli incollati vengono caricati in una pressa a caldo ad apertura multipla. Le presse possono gestire 20-40 fogli alla volta, con ogni foglio caricato in uno slot separato. Quando tutti i fogli sono caricati, la pressa li schiaccia insieme sotto una pressione di circa 110-200 psi (7,6-13,8 bar), mentre allo stesso tempo li riscalda ad una temperatura di circa 230-315° F (109,9-157,2° C). La pressione assicura un buon contatto tra gli strati di impiallacciatura, e il calore fa sì che la colla si indurisca correttamente per ottenere la massima forza. Dopo un periodo di 2-7 minuti, la pressa viene aperta e i fogli vengono scaricati.
- 14 I fogli grezzi passano poi attraverso una serie di seghe, che li tagliano alla loro larghezza e lunghezza finale. I fogli di qualità superiore passano attraverso una serie di levigatrici a nastro larghe 1,2 m (4 ft), che levigano sia la faccia che il retro. I fogli di grado intermedio sono levigati manualmente per pulire le aree ruvide. Alcuni fogli passano attraverso una serie di lame di sega circolare, che tagliano scanalature poco profonde nella faccia per dare al compensato un aspetto strutturato. Dopo un’ispezione finale, qualsiasi difetto residuo viene riparato.
- 15 I fogli finiti sono timbrati con un marchio di qualità che dà all’acquirente informazioni sul grado di esposizione, la classe, il numero di fabbrica e altri fattori. I fogli dello stesso grado-marchio sono legati insieme in pile e spostati nel magazzino in attesa della spedizione.
Controllo di qualità
Proprio come per il legname, non esiste un pezzo di compensato perfetto. Tutti i pezzi di compensato hanno una certa quantità di difetti. Il numero e la posizione di questi difetti determinano il grado del compensato. Gli standard per il compensato da costruzione e industriale sono definiti dal Product Standard PS1 preparato dal National Bureau of Standards e dall’American Plywood Association. Gli standard per il compensato di legno duro e decorativo sono definiti dall’ANSIIHPMA HP preparato dall’American National Standards Institute e dall’Hardwood Plywood Manufacturers’ Association. Questi standard non solo stabiliscono i sistemi di classificazione per il compensato, ma specificano anche i criteri di costruzione, prestazione e applicazione.
Il futuro
Anche se il compensato fa un uso abbastanza efficiente degli alberi – essenzialmente smontandoli e rimontandoli in una configurazione più forte e utilizzabile – c’è ancora un considerevole spreco inerente al processo di produzione. Nella maggior parte dei casi, solo circa il 50-75% del volume utilizzabile del legno di un albero viene convertito in compensato. Per migliorare questa cifra, diversi nuovi prodotti sono in fase di sviluppo.
Un nuovo prodotto è chiamato oriented strand board, che è fatto triturando l’intero tronco in trefoli, piuttosto che staccando un’impiallacciatura dal tronco e scartando il nucleo. I trefoli sono mescolati con un adesivo e compressi in strati con le venature che corrono in una direzione. Questi strati compressi sono poi orientati ad angolo retto l’uno rispetto all’altro, come il compensato, e vengono incollati insieme. Il pannello a filamenti orientati è forte come il compensato e costa leggermente meno.
Dove saperne di più
Libri
Bramwell, Martyn, editor. Il libro internazionale del legno. Simon e Schuster, 1976.
Duncan, S. Blackwell. Il manuale completo del compensato. Tab Books, 1981.
Forest Products Laboratory. Manuale del legno: Legno come materiale di ingegneria. Dipartimento dell’Agricoltura degli Stati Uniti, 1987.
Hornbostel, Caleb. Materiali da costruzione, 2a edizione. John Wiley and Sons, Inc., 1991.
Periodici
Gould, A.R. “Compensato di legno duro”. Workbench (ottobre/novembre 1994): 62-63.
Okrend, L. “Compensato per costruzioni”. Workbench (giugno/luglio 1994): 44-45.
Russell, L.S. “Scegliere i pannelli strutturali”. Architectural Record (ottobre 1992).
-Chris Cavette