Informacje ogólne
Sklejka jest wykonana z trzech lub więcej cienkich warstw drewna połączonych klejem. Każda warstwa drewna, lub warstwa, jest zwykle zorientowana tak, że jej ziarno biegnie pod kątem prostym do sąsiedniej warstwy w celu zmniejszenia kurczenia się i poprawy wytrzymałości gotowego elementu. Większość sklejki jest prasowana w duże, płaskie arkusze używane w budownictwie. Inne kawałki sklejki mogą być formowane w proste lub złożone krzywe do użytku w meblach, łodziach i samolotach.
Zastosowanie cienkich warstw drewna jako środka konstrukcyjnego datuje się na około 1500 p.n.e., kiedy to egipscy rzemieślnicy przykleili cienkie kawałki ciemnego drewna hebanowego do zewnętrznej części cedrowej szkatułki znalezionej w grobowcu króla Tut-Ankh-Amona. Technika ta była później wykorzystywana przez Greków i Rzymian do produkcji pięknych mebli i innych przedmiotów dekoracyjnych. W latach 1600 sztuka zdobienia mebli cienkimi kawałkami drewna stała się znana jako fornirowanie, a same kawałki stały się znane jako forniry.
Do późnych lat 1700, kawałki forniru były cięte całkowicie ręcznie. W 1797 r. Anglik Sir Samuel Bentham złożył wniosek patentowy na kilka maszyn do produkcji forniru. W swoich wnioskach patentowych opisał koncepcję laminowania kilku warstw forniru za pomocą kleju w celu utworzenia grubszego kawałka – pierwszy opis tego, co obecnie nazywamy sklejką.
Pomimo tego rozwoju, musiało upłynąć prawie sto lat, zanim forniry warstwowe znalazły jakiekolwiek komercyjne zastosowanie poza przemysłem meblarskim. Około roku 1890 drewno warstwowe po raz pierwszy zastosowano do budowy drzwi. Wraz z rosnącym popytem kilka firm zaczęło produkować arkusze wielowarstwowego drewna laminowanego, nie tylko do drzwi, ale także do wagonów kolejowych, autobusów i samolotów. Mimo tego wzrostu zastosowania, koncepcja użycia „drewna klejonego”, jak sarkastycznie nazywali je niektórzy rzemieślnicy, stworzyła negatywny wizerunek produktu. Aby przeciwdziałać temu wizerunkowi, producenci drewna laminowanego spotkali się i ostatecznie zdecydowali się na określenie „sklejka”, aby opisać nowy materiał.
W 1928 r. w Stanach Zjednoczonych wprowadzono pierwsze arkusze sklejki o standardowych wymiarach 1,2 m na 2,4 m do użytku jako ogólny materiał budowlany. W następnych dziesięcioleciach ulepszone kleje i nowe metody produkcji umożliwiły wykorzystanie sklejki do wielu różnych zastosowań. Obecnie sklejka zastąpiła ciętą tarcicę do wielu celów budowlanych, a produkcja sklejki stała się wielomiliardowym, światowym przemysłem.
Surowce
Zewnętrzne warstwy sklejki są znane odpowiednio jako wierzchnia i spodnia. Twarz jest powierzchnią, która ma być używana lub widoczna, podczas gdy tył pozostaje nieużywany lub ukryty. Warstwa środkowa nazywana jest rdzeniem. W sklejkach o pięciu lub więcej warstwach, warstwy pośrednie są znane jako pasy poprzeczne.
Sklejka może być wykonana z drewna twardego, miękkiego lub z kombinacji tych dwóch gatunków. Niektóre popularne gatunki twardego drewna to jesion, klon, mahoń, dąb i teak. Najbardziej powszechnym drewnem miękkim używanym do produkcji sklejki w Stanach Zjednoczonych jest daglezja, chociaż używa się również kilku odmian sosny, cedru, świerku i sekwoi.
Sklejka kompozytowa ma rdzeń wykonany z płyty wiórowej lub kawałków litej tarcicy połączonych krawędzią do krawędzi. Jest ona wykończona licem i tyłem z forniru sklejkowego. Sklejka kompozytowa jest używana tam, gdzie potrzebne są bardzo grube arkusze.
Rodzaj kleju używanego do łączenia warstw drewna zależy od konkretnego zastosowania gotowej sklejki. Arkusze sklejki z drewna miękkiego przeznaczone do instalacji na zewnątrz konstrukcji zazwyczaj wykorzystują żywicę fenolowo-formaldehydową jako klej ze względu na jej doskonałą wytrzymałość i odporność na wilgoć. W arkuszach sklejki z drewna miękkiego przeznaczonych do instalacji wewnątrz konstrukcji można stosować klej zawierający białko krwi lub białko sojowe, chociaż większość arkuszy wewnętrznych z drewna miękkiego jest obecnie produkowana z użyciem tej samej żywicy fenolowo-formaldehydowej, którą stosuje się w arkuszach zewnętrznych. Sklejka z drewna liściastego używana do zastosowań wewnętrznych i w konstrukcji mebli jest zazwyczaj wykonana z żywicy mocznikowo-formaldehydowej.
Niektóre zastosowania wymagają arkuszy sklejki, które mają cienką warstwę plastiku, metalu lub impregnowanego żywicą papieru lub tkaniny związanej z powierzchnią czołową lub tylną (lub z obydwoma), aby nadać zewnętrznej powierzchni dodatkową odporność na wilgoć i ścieranie lub poprawić jej właściwości utrzymywania farby. Taka sklejka nazywana jest sklejką nakładaną i jest powszechnie stosowana w budownictwie, transporcie i przemyśle rolniczym.
Inne arkusze sklejki mogą być pokryte płynną bejcą w celu nadania powierzchniom wykończonego wyglądu, lub mogą być traktowane różnymi chemikaliami w celu poprawienia odporności sklejki na płomień lub odporność na gnicie.
Klasyfikacja i stopniowanie sklejki
Istnieją dwie szerokie klasy sklejki, każda z własnym systemem stopniowania.
Jedna klasa jest znana jako budowlana i przemysłowa. Sklejki w tej klasie są używane głównie ze względu na ich wytrzymałość i są oceniane na podstawie ich zdolności do ekspozycji i klasy forniru użytego na powierzchni czołowej i tylnej. Ekspozycyjność może być wewnętrzna lub zewnętrzna, w zależności od rodzaju kleju. Gatunki forniru mogą być N, A, B, C lub D. Gatunek N ma bardzo mało wad powierzchniowych, podczas gdy gatunek D może mieć liczne sęki i pęknięcia. Na przykład sklejka używana jako podkład podłogowy w domu ma klasę „Interior C-D”. Oznacza to, że posiada ona warstwę wierzchnią C i spodnią D, a klej jest odpowiedni do stosowania w miejscach chronionych. Wewnętrzne warstwy wszystkich sklejek budowlanych i przemysłowych są wykonane z forniru klasy C lub D, bez względu na klasyfikację.
Inna klasa sklejki jest znana jako twarda i dekoracyjna. Sklejki w tej klasie są używane głównie ze względu na ich wygląd i są klasyfikowane w porządku malejącym pod względem odporności na wilgoć jako techniczne (zewnętrzne), typu I (zewnętrzne), typu II (wewnętrzne) i typu III (wewnętrzne). Ich forniry licowe są praktycznie wolne od wad.
Rozmiary
Grubość arkuszy sklejki wynosi od. 06 in (1,6 mm) do 3,0 in (76 mm). Najbardziej powszechne grubości są w zakresie od 0,25 in (6,4 mm) do 0,75 in (19,0 mm). Chociaż rdzeń, pasy poprzeczne oraz przód i tył arkusza sklejki mogą być wykonane z fornirów o różnej grubości, grubość każdego z nich musi być zrównoważona wokół środka. Na przykład, lico i tył muszą mieć taką samą grubość. Podobnie górne i dolne pasy poprzeczne muszą być równe.
Najbardziej powszechny rozmiar arkuszy sklejki używanych w budownictwie to 4 ft (1,2 m) szerokości na 8 ft (2,4 m) długości. Inne popularne szerokości to 3 ft (0,9 m) i 5 ft (1,5 m). Długości wahają się od 2,4 m (8 stóp) do 3,6 m (12 stóp) w odstępach co 0,3 m (1 stopa). Specjalne zastosowania, takie jak budowa łodzi, mogą wymagać większych arkuszy.
Proces produkcyjny
Drzewa używane do produkcji sklejki mają zazwyczaj mniejszą średnicę niż te używane do produkcji tarcicy. W większości przypadków zostały one zasadzone i wyhodowane na terenach należących do firmy produkującej sklejkę. Obszary te są starannie zarządzane, aby zmaksymalizować wzrost drzew i zminimalizować szkody spowodowane przez owady lub ogień.
Oto typowa sekwencja operacji przetwarzania drzew na standardowe arkusze sklejki o wymiarach 4 ft na 8 ft (1,2 m na 2,4 m):
Ścinanie drzew
- 1 Wybrane drzewa na danym obszarze są oznaczane jako gotowe do ścięcia lub wycięcia. Ścinka może być wykonywana za pomocą pił łańcuchowych napędzanych silnikiem benzynowym lub za pomocą dużych nożyc hydraulicznych zamontowanych na przedniej części pojazdów kołowych zwanych ścinarkami. Kończyny są usuwane z powalonych drzew za pomocą pił łańcuchowych.
- 2 Przycięte pnie drzew, czyli kłody, są przeciągane do miejsca załadunku przez pojazdy kołowe zwane zrywarkami. Kłody są przycinane do odpowiedniej długości i ładowane na ciężarówki w celu przewiezienia ich do fabryki sklejki, gdzie są układane w długie stosy, znane jako pokłady kłód.
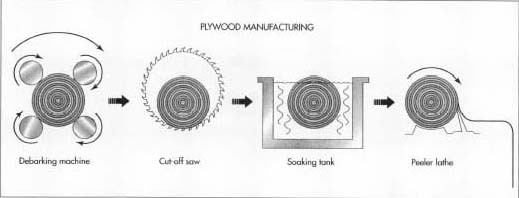
Przygotowanie kłód
- 3 W miarę zapotrzebowania na kłody są one zbierane z pokładów kłód przez ładowarki na gumowych kołach i umieszczane na przenośniku łańcuchowym, który przenosi je do maszyny korującej. Maszyna ta usuwa korę, albo za pomocą tarcz szlifierskich o ostrych zębach, albo za pomocą strumieni wody pod wysokim ciśnieniem, podczas gdy kłoda jest powoli obracana wokół swojej długiej osi.
- 4 Okorowane kłody są przenoszone do młyna na przenośniku łańcuchowym, gdzie ogromna piła tarczowa tnie je na odcinki o długości od 2,5 m do 2,6 m, odpowiednie do produkcji standardowych arkuszy o długości 2,4 m. Te odcinki są znane jako obrzynarki. Te sekcje bali są znane jako bloki obierające.
Wykonywanie forniru
- 5 Zanim fornir może zostać pocięty, bloki do okrzesywania muszą zostać podgrzane i namoczone, aby zmiękczyć drewno. Bloki mogą być parowane lub zanurzone w gorącej wodzie. Proces ten trwa 12-40 godzin w zależności od rodzaju drewna, średnicy klocka i innych czynników.
- 6 Ogrzane bloki obieraczki są następnie transportowane do tokarki obieraczki, gdzie są automatycznie wyrównywane i wprowadzane do tokarki pojedynczo. Gdy tokarka szybko obraca blok wokół jego długiej osi, ostrze noża o pełnej długości zdziera ciągły arkusz forniru z powierzchni wirującego bloku z prędkością 300-800 stóp/min (90-240 m/min). Gdy średnica bloku jest zmniejszona do około 3-4 cali (230-305 mm), pozostały kawałek drewna, znany jako rdzeń obieraka, jest wyrzucany z tokarki, a nowy blok obieraka jest wprowadzany na miejsce.
- 7 Długi arkusz forniru wychodzący z tokarki obieraczki może być natychmiast przetworzony lub może być przechowywany w długich, wielopoziomowych tacach lub nawinięty na rolki. W każdym przypadku, następny proces polega na pocięciu forniru na szerokości użytkowe, zwykle około 4 ft-6 in (1,4 m), do produkcji standardowych arkuszy sklejki o szerokości 4 ft (1,2 m). W tym samym czasie skanery optyczne wyszukują fragmenty z niedopuszczalnymi wadami, a te są wycinane, pozostawiając kawałki forniru o szerokości mniejszej niż standardowa.
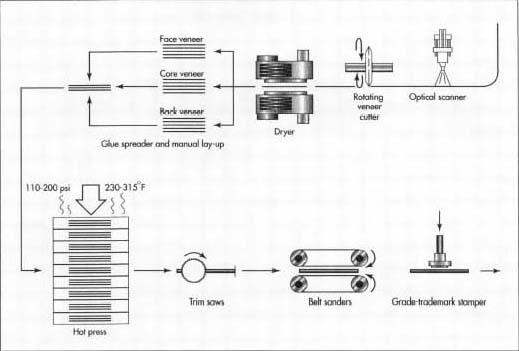 Mokre paski forniru są zwijane w rulon, podczas gdy skaner optyczny wykrywa wszelkie niedopuszczalne wady drewna. Po wysuszeniu fornir jest sortowany i układany w stosy. Wybrane fragmenty forniru są ze sobą sklejane. Za pomocą gorącej prasy fornir zostaje połączony w jeden lity kawałek sklejki, który zostaje przycięty i oszlifowany przed ostemplowaniem odpowiednim gatunkiem.
Mokre paski forniru są zwijane w rulon, podczas gdy skaner optyczny wykrywa wszelkie niedopuszczalne wady drewna. Po wysuszeniu fornir jest sortowany i układany w stosy. Wybrane fragmenty forniru są ze sobą sklejane. Za pomocą gorącej prasy fornir zostaje połączony w jeden lity kawałek sklejki, który zostaje przycięty i oszlifowany przed ostemplowaniem odpowiednim gatunkiem. - 8 Odcinki forniru są następnie sortowane i układane w stosy według gatunku. Może to być wykonane ręcznie lub automatycznie za pomocą skanerów optycznych.
- 9 Posortowane sekcje są podawane do suszarni w celu zmniejszenia ich wilgotności i umożliwienia im skurczenia się przed sklejeniem. Większość zakładów produkujących sklejkę używa suszarni mechanicznej, w której elementy poruszają się w sposób ciągły przez ogrzewaną komorę. W niektórych suszarniach strumienie rozgrzanego powietrza o dużej prędkości są wydmuchiwane na powierzchnię kawałków, aby przyspieszyć proces suszenia.
- 10 Po wyjściu z suszarni kawałki forniru są układane w stosy według gatunku. Na odcinkach o mniejszej szerokości przykleja się dodatkowy fornir za pomocą taśmy lub kleju, aby uzyskać kawałki nadające się do zastosowania w warstwach wewnętrznych, gdzie wygląd i wytrzymałość są mniej ważne.
- 11 Odcinki forniru, które będą układane poprzecznie – rdzeń w arkuszach trójwarstwowych lub pasy poprzeczne w arkuszach pięciowarstwowych – są cięte na odcinki o długości około 1,3 m.
Formowanie arkuszy sklejki
- 12 Kiedy odpowiednie sekcje forniru zostaną zmontowane dla danej partii sklejki, rozpoczyna się proces układania i klejenia kawałków. Proces ten może być wykonywany ręcznie lub półautomatycznie za pomocą maszyn. W najprostszym przypadku arkuszy trójwarstwowych tylna warstwa forniru jest układana na płasko i przepuszczana przez urządzenie do rozprowadzania kleju, które nakłada warstwę kleju na górną powierzchnię. Krótkie odcinki forniru rdzeniowego są następnie układane w poprzek na sklejonym grzbiecie, a cały arkusz jest po raz drugi przepuszczany przez urządzenie do nakładania kleju. Na koniec, fornir wierzchni jest kładziony na sklejony rdzeń, a arkusz jest układany w stos z innymi arkuszami, które czekają na wejście do prasy.
- 13 Sklejone arkusze są ładowane do wielootworowej prasy gorącej. Prasy mogą obsługiwać 20-40 arkuszy jednocześnie, przy czym każdy arkusz jest ładowany do oddzielnej szczeliny. Kiedy wszystkie arkusze są załadowane, prasa ściska je razem pod ciśnieniem około 110-200 psi (7,6-13,8 bar), jednocześnie podgrzewając je do temperatury około 230-315° F (109,9-157,2° C). Ciśnienie zapewnia dobry kontakt między warstwami forniru, a ciepło powoduje właściwe utwardzenie kleju w celu uzyskania maksymalnej wytrzymałości. Po upływie 2-7 minut prasa jest otwierana, a arkusze są rozładowywane.
- 14 Szorstkie arkusze przechodzą następnie przez zestaw pił, które przycinają je do ostatecznej szerokości i długości. Arkusze wyższej klasy przechodzą przez zestaw szlifierek taśmowych o szerokości 1,2 m (4 stopy), które szlifują zarówno powierzchnię czołową, jak i tylną. Arkusze pośredniej klasy są ręcznie szlifowane punktowo, aby oczyścić chropowate miejsca. Niektóre arkusze przepuszczane są przez zestaw pił tarczowych, które wycinają płytkie rowki na powierzchni czołowej, aby nadać sklejce fakturę. Po końcowej kontroli, wszelkie pozostałe wady są naprawiane.
- 15 Na gotowych arkuszach umieszcza się stempel z oznaczeniem gatunku, który daje kupującemu informacje o klasie ekspozycji, gatunku, numerze fabrycznym i innych czynnikach. Arkusze o tym samym znaku jakości są spinane w stosy i przenoszone do magazynu w celu oczekiwania na wysyłkę.
Kontrola jakości
Podobnie jak w przypadku tarcicy, nie ma czegoś takiego jak doskonały kawałek sklejki. Wszystkie kawałki sklejki mają pewną ilość wad. Liczba i umiejscowienie tych wad określa klasę sklejki. Standardy dla sklejek budowlanych i przemysłowych określa norma produktowa PS1 opracowana przez National Bureau of Standards i American Plywood Association. Normy dla sklejek z drewna twardego i dekoracyjnego określa ANSIIHPMA HP opracowany przez American National Standards Institute i Hardwood Plywood Manufacturers’ Association. Normy te nie tylko ustanawiają systemy klasyfikacji sklejki, ale także określają kryteria konstrukcyjne, wydajności i zastosowania.
Przyszłość
Nawet jeśli sklejka dość efektywnie wykorzystuje drzewa – zasadniczo rozbierając je na części i składając z powrotem w mocniejszą, bardziej użyteczną konfigurację – nadal istnieje znaczne marnotrawstwo nieodłącznie związane z procesem produkcyjnym. W większości przypadków tylko około 50-75% użytecznej objętości drewna z drzewa jest przekształcane w sklejkę. Aby poprawić ten wynik, trwają prace nad kilkoma nowymi produktami.
Jednym z nowych produktów jest płyta o wiórach zorientowanych, która jest wytwarzana poprzez rozdrabnianie całej kłody na pasma, zamiast zdzierania forniru z kłody i wyrzucania rdzenia. Skrawki są mieszane z klejem i prasowane w warstwy z włóknami biegnącymi w jednym kierunku. Te sprasowane warstwy są następnie orientowane względem siebie pod kątem prostym, jak sklejka, i łączone ze sobą. Płyta o wiórach zorientowanych jest tak mocna jak sklejka, a kosztuje nieco mniej.
Gdzie dowiedzieć się więcej
Książki
Bramwell, Martyn, red. Międzynarodowa Księga Drewna. Simon and Schuster, 1976.
Duncan, S. Blackwell. The Complete Plywood Handbook. Tab Books, 1981.
Laboratorium Produktów Leśnych. Wood Handbook: Wood as an Engineering Material. United States Department of Agriculture, 1987.
Hornbostel, Caleb. Materiały budowlane, 2nd Edition. John Wiley and Sons, Inc, 1991.
Periodicals
Gould, A.R. „Hardwood Plywood.” Workbench (October/November 1994): 62-63.
Okrend, L. „Plywood for Construction.” Workbench (June/July 1994): 44-45.
Russell, L.S. „Picking Structural Panels.” Architectural Record (październik 1992).
-Chris Cavette
.